펠릿 압축 중 플런저 좌굴을 완화하려면, 이러한 불안정성을 유발하는 요인, 즉 플런저의 기하학적 구조와 플런저가 견뎌야 하는 축 방향 하중을 직접적으로 다루어야 합니다. 가장 효과적인 방법은 가해지는 압축력을 줄이거나, 펠릿의 최종 높이를 줄이거나, 맞춤 제작된 더 짧은 플런저를 사용하는 것입니다. 이러한 조정은 구조적 파손을 방지하고 장비와 샘플의 무결성을 보장하는 데 중요합니다.
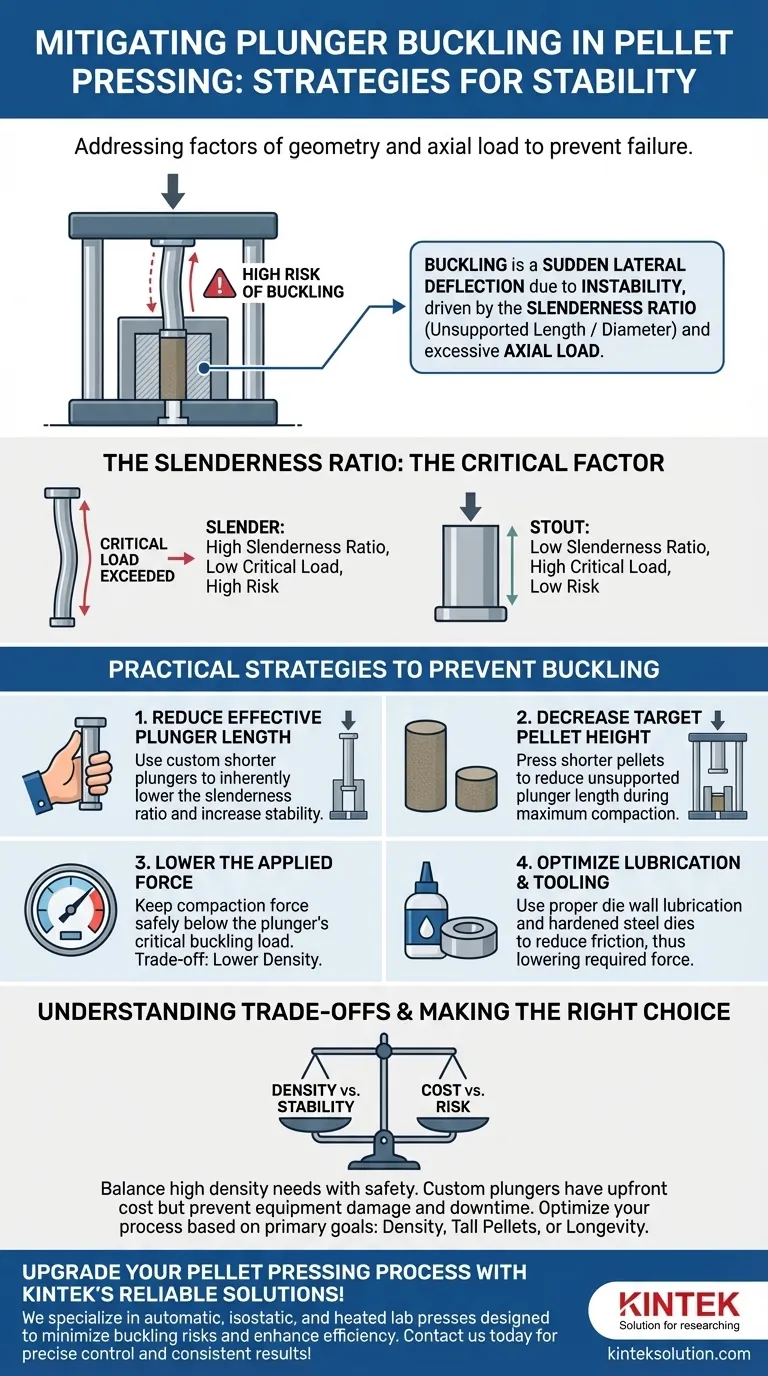
좌굴은 재료 강도의 문제가 아니라 근본적으로 안정성의 문제입니다. 위험은 플런저의 세장비(slenderness ratio), 즉 지지되지 않은 유효 길이 대 직경의 비율에 의해 발생합니다. 주요 목표는 이 비율을 최소화하거나 그 위에 작용하는 압축력을 줄이는 것입니다.

플런저 좌굴의 물리학
플런저가 좌굴되는 이유를 이해하는 것이 이를 방지하기 위한 첫 번째 단계입니다. 파손은 점진적인 굽힘이 아니라 특정 하중 임계값을 초과할 때 발생하는 갑작스럽고 치명적인 측면 편향입니다.
좌굴이란 무엇입니까?
끝을 세워 놓은 플라스틱 자를 누르는 것을 상상해 보십시오. 약간의 힘으로는 똑바로 유지됩니다. 하지만 충분한 힘, 즉 임계 하중(critical load)을 가하면 갑자기 옆으로 꺾입니다. 이것이 좌굴입니다.
동일한 원리가 다이(금형) 내의 플런저에도 적용됩니다. 분말을 압축함에 따라 플런저는 엄청난 축 방향 하중을 받는 가느다란 기둥처럼 작용합니다.
세장비의 결정적인 역할
좌굴 위험을 결정하는 가장 중요한 단일 요소는 플런저의 세장비입니다. 이는 지지되지 않은 길이 대 단면 치수(일반적으로 직경)의 비율입니다.
길고 얇은 플런저는 "가늘고(slender)" 좌굴에 매우 취약합니다. 짧고 두꺼운 플런저는 "단단하고(stout)" 좌굴 문제가 발생하기 전에 훨씬 더 높은 압축력을 견딜 수 있습니다.
압축력이 파손을 유발하는 방식
특정 플런저 형상에 대해 좌굴되기 전에 견딜 수 있는 이론적인 최대 하중이 존재합니다. 펠릿 압축 중 분말을 압축하는 데 필요한 힘은 플런저가 너무 길거나 목표 밀도가 너무 높으면 이 임계 하중을 쉽게 초과할 수 있습니다.
좌굴 방지를 위한 실질적인 전략
다음 전략은 플런저의 기하학적 구조 또는 공정에서 관련된 힘을 수정하여 좌굴 물리학을 직접적으로 다룹니다.
전략 1: 유효 플런저 길이 감소
이것은 가장 직접적이고 효과적인 방법입니다. 더 짧은 플런저는 세장비가 낮아 본질적으로 더 안정적입니다. 최대 압축 시 플런저의 긴 부분이 지지되지 않는 펠릿을 지속적으로 압축하는 경우 맞춤형의 더 짧은 플런저를 사용하는 것이 최선의 해결책입니다.
전략 2: 목표 펠릿 높이 감소
더 키가 큰 펠릿을 압축하면 플런저 이동이 더 많이 필요하며, 이는 최대 압축 순간에 플런저의 지지되지 않은 길이를 증가시킵니다.
최종 목표 펠릿 높이를 줄이면 작동의 고압 단계 동안 플런저가 다이 벽에 의해 더 잘 지지되도록 보장하여 세장비를 효과적으로 줄일 수 있습니다.
전략 3: 가해지는 힘 감소
최대 압축력을 직접 줄이면 플런저의 임계 좌굴 하중보다 안전하게 낮게 유지할 수 있습니다.
그러나 이는 종종 펠릿 품질과의 상충 관계를 수반하는데, 낮은 힘은 낮은 밀도와 강도로 이어질 수 있기 때문입니다. 이 접근 방식은 다른 전략과 결합될 때 가장 효과적입니다.
전략 4: 윤활 및 공구 최적화
분말과 다이 벽 사이의 마찰은 압축력에 저항합니다. 마찰이 높을수록 원하는 밀도를 얻기 위해 더 많은 힘을 가해야 하므로 좌굴 위험이 증가합니다.
적절한 다이 벽 윤활 및 매끄러운 경화강 다이를 사용하면 이러한 마찰을 줄일 수 있습니다. 이를 통해 더 낮은 가해지는 힘으로 목표 밀도에 도달할 수 있으며, 이는 플런저에 가해지는 응력을 직접적으로 낮춥니다.
상충 관계 이해
이러한 전략을 구현하려면 상충되는 목표 간의 균형을 맞추어야 합니다. 이러한 상충 관계를 인식하는 것이 전체 공정을 최적화하는 열쇠입니다.
펠릿 밀도 대 플런저 안정성
가장 일반적인 충돌은 높은 펠릿 밀도를 달성하는 것과 플런저 안전을 보장하는 것 사이입니다. 더 높은 밀도는 더 높은 힘을 필요로 하며, 이는 좌굴 위험을 증가시킵니다. 툴링을 위험에 빠뜨리지 않으면서 허용 가능한 펠릿을 생성하는 최적의 힘을 찾아야 합니다.
공구 비용 대 운영 위험
맞춤형 더 짧은 플런저를 주문하는 데는 초기 비용과 리드 타임이 필요합니다. 그러나 이 투자는 파손된 표준 플런저, 손상된 샘플 및 상당한 운영 중단 비용을 방지함으로써 쉽게 상쇄될 수 있습니다.
처리량 대 공정 신뢰성
매우 키가 큰 펠릿을 생산하려고 하면 효율적으로 보일 수 있지만 좌굴 파손 가능성이 크게 높아집니다. 장비 고장이 일반화되면 처리량 증가 추구는 전반적인 신뢰성과 수율 저하로 이어질 수 있습니다.
귀사 공정에 적합한 선택
이상적인 전략은 펠릿 성형 작업의 주요 목표에 따라 달라집니다.
- 펠릿 밀도 극대화에 중점을 두는 경우: 가능한 가장 짧은 플런저를 사용하고 필요한 압축력을 최소화하기 위해 다이에 적절하게 윤활되었는지 확인하는 데 우선순위를 두십시오.
- 키가 큰 펠릿 생산에 중점을 두는 경우: (다이가 허용하는 경우) 더 넓은 직경의 플런저를 사용하고 임계 좌굴 하중 미만으로 유지되도록 압축력을 세심하게 제어하여 내재된 위험을 완화해야 합니다.
- 장비 수명 및 신뢰성에 중점을 두는 경우: 더 짧은 펠릿 높이를 표준화하고, 고품질 경화강 공구에 투자하며, 엄격한 윤활 및 유지보수 일정을 구현하십시오.
좌굴이 단순히 힘만의 문제가 아니라 기하학적 구조와 안정성의 문제임을 이해하면 일관되고 신뢰할 수 있는 결과를 위해 공정을 전략적으로 조정할 수 있습니다.
요약표:
| 전략 | 주요 조치 | 주요 이점 |
|---|---|---|
| 플런저 길이 감소 | 맞춤형 더 짧은 플런저 사용 | 안정성을 위해 세장비 감소 |
| 펠릿 높이 감소 | 더 짧은 펠릿 압축 | 지지되지 않은 길이 및 위험 감소 |
| 가해지는 힘 감소 | 압축력 조정 | 임계 하중 초과 방지 |
| 윤활 최적화 | 다이 벽 윤활제 사용 | 마찰 및 필요 힘 감소 |
KINTEK의 안정적인 랩 프레스 기계로 펠릿 압축 공정을 업그레이드하십시오! 당사는 자동 랩 프레스, 등방성 프레스 및 가열 랩 프레스를 전문으로 하며, 이는 좌굴 위험을 최소화하고 실험실 효율성을 향상시키도록 설계되었습니다. 당사의 솔루션은 정밀한 제어, 내구성 및 일관된 결과를 보장합니다. 장비 고장을 방지하고 귀하의 요구 사항을 지원하는 방법에 대해 논의하려면 지금 문의 양식을 통해 당사에 연락하십시오!
시각적 가이드
관련 제품
- 자동 실험실 유압 프레스 랩 펠렛 프레스 머신
- 수동 냉간 등방성 프레스 CIP 기계 펠릿 프레스
- 글러브 박스용 실험실 유압 프레스 실험실 펠렛 프레스 기계
- XRF 및 KBR 펠릿 프레스용 자동 실험실 유압 프레스
- FTIR용 XRF KBR 플라스틱 링 분말 펠릿 프레스 금형



















